

Makînekirina CNCpêvajoyek hilberînê ya bi baldarî ye ku hewce dikealavên bi kalîte bilindji bo bicihkirina rast a parçeyên ku tên makînekirin. Sazkirina van amûran ji bo misogerkirina ku pêvajoya makînekirinê parçeyên ku li gorî taybetmendiyên pêwîst in hildiberîne girîng e.
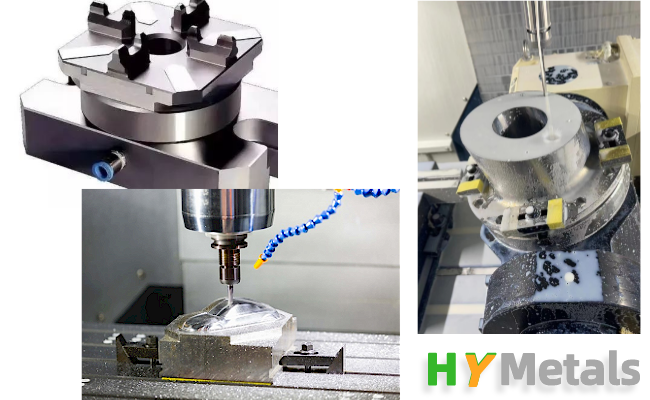
Elementek girîng a sazkirina cîhazê yegirtinêGirtin pêvajoya girêdana perçeyekê bi amûrekê ye da ku di dema makînekirinê de li cihê xwe bimîne. Hêza girtinê ya ku tê sepandin divê têrê bike kudi dema makînekirinê de pêşî li livîna parçeyê digire, lê ne ewqas mezin ku parçeyê guherîne an jî zirar bide amûrê.
Du armancên sereke ji bo girtinê hene, yek pozîsyona rast e, yek jî parastina hilberan e.
Kalîteya rêbaza girtinê ya ku tê bikar anîn dikare bandorek girîng li ser rastbûna parçeya makînekirî bike.Hêza girtinê divê bi awayekî wekhev li ser parçeyê were belavkirin da ku pêşî li deformasyonê bigire, û divê amûra girtinê were sêwirandin ku piştgiriyek têr ji bo parçeyê peyda bike.
Ji bo operasyonên makînekirina CNC gelek rêbazên girtinê hene, di nav degirtina destî, kelepçekirina hîdrolîk, ûgirtina pneumatîkHer rêbazek li gorî serîlêdanê û celebê perçeya ku tê makînekirin, xwedî avantaj û dezavantajên xwe ye.
Girtina destîrêbaza kelepçekirinê ya herî hêsan û gelemper e ku di makînekirina CNC de tê bikar anîn. Ew tê de tengkirina bolt an pêçekê bi mifteya torkê vedihewîne da ku perçeyek li ser amûrekê were girêdan. Ev rêbaz ji bo piraniya operasyonên makînekirinê guncaw e, lê dibe ku ji bo perçeyên bi şeklên tevlihev an jî yên ku ji materyalên nazik hatine çêkirin ne guncaw be.
Kelepçekirina hîdrolîkrêbazeke girtinê ya pêşketîtir e ku şilava zexta bilind bikar tîne da ku hêza girtinê çêbike. Ev rêbaz ji bo operasyonên ku hêzên girtinê yên bilind hewce dikin an jî kontrolkirina rast a hêzên girtinê hewce dikin guncaw e.
Girtinên pneumatîkdişibihe kelepçekirina hîdrolîk, lê li şûna şilavê, ew hewaya pêçayî bikar tîne da ku hêza kelepçekirinê çêbike. Ev rêbaz pir caran li ser perçeyên piçûktir an jî li cihên ku guheztinên bilez hewce ne tê bikar anîn.
Bêyî ku rêbaza girtinê were bikar anîn,barkirina rast a parçeyê di nav amûrê de jî girîng eji bo misogerkirina rastbûnê. Parçe divê di nav amûrê de bi cih bibin da ku bi tevahî piştgirî lê were kirin û li cihê xwe were girêdan.Her guheztin an jî veguheztina parçeyê di dema makînekirinê de dikare bibe sedema birîn û pîvanên nerast.
Faktorek sereke di diyarkirina rêbaza herî baş a kelandin û barkirinê de toleransên pêwîst ên parçeya ku tê makînekirin in. Tolerans cudahîyên destûrdayî yên di mezinahî, şekil, an pîvanên din ên parçeyekê de ne.Her ku tolerans tengtir bin, di sêwirana amûran, kelepçekirin û bicihkirina parçeyan de bêtir baldar divê were nîşandan.
Bi kurtasî, bandora girtinê li ser rastbûna parçeyên makîneya CNC nikare zêde were tekez kirin.Ji bo bidestxistina toleransên pêwîst û hilberandina parçeyên bi kalîte bilind, girtinê û barkirina rast pêwîst in.Hilbijartina rêbaza kelepçekirinê bi taybetmendiyên serîlêdanê û celebê perçeya ku tê makînekirin ve girêdayî ye. Ji ber vê yekê, sêwiraner û hilberîner divê bi baldarî hewcedariyên her operasyona makînekirinê fam bikin û teknîkên kelepçekirin û barkirinê yên guncaw hilbijêrin da ku piştrast bikin ku hilbera dawîn li gorî standardên kalîte û rastbûna pêwîst e.
Dema weşandinê: 29ê Adarê, 2023